
www.foodpackautomation.com
31
'23
Written on Modified on
KHS News
KHS develops modular platform for can fillers
With the modular platform for its can fillers KHS not only gives operators great flexibility and optimized hygiene but primarily plenty of future viability.
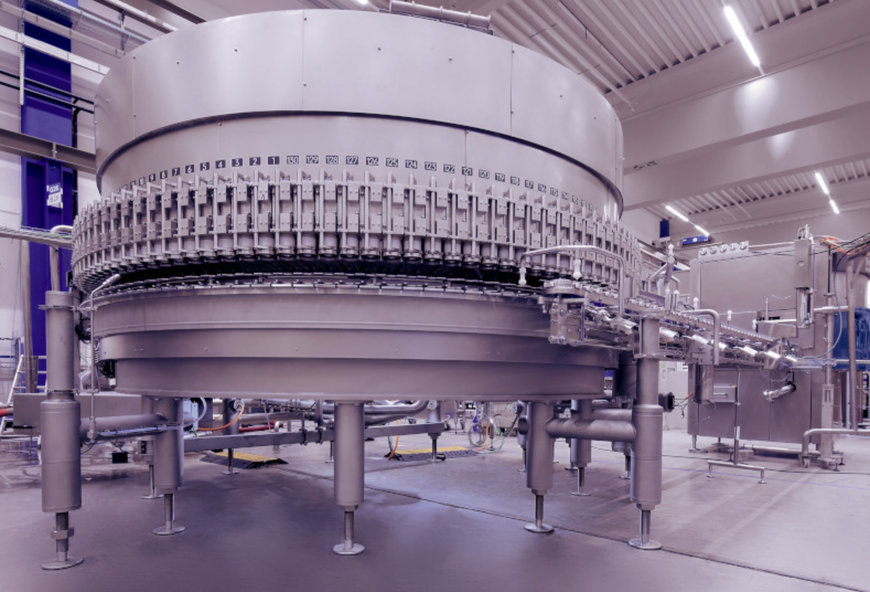
Modular, configurable and expandable: these are the attributes that distinguish the global platform shared by KHS’ new generation of fillers. Following successive implementation of the technology for glass and PET over the past two years, this is now available on the market for can fillers. This means that in this container segment, too, the most demanding customer requirements for maximum adaptability and future viability can now be catered for even better.
Multiple time savings
Beverage canners profit from the new development of a universal modular system for all filler types on several counts. The use of identical parts makes for improved availability, meaning that fillers can be supplied more quickly. Installation and commissioning on site are much quicker as they are carried out using simplified or synchronized standards. What’s more, maintenance-free drive technology cuts down on the time and effort required for cleaning. The same goes for maintenance processes that have now been simplified and shortened by the fillers’ uniform design.
In view of the ever more diverse range of beverages, flexibility in filling is becoming increasingly important. One key criterion here is the choice of the right material for the expansion joint seal on each filling valve. “In PTFE (Teflon) we have a material that can be excellently cleaned,” says Manfred Härtel, filling product manager for KHS. “This means that our valve seals have a much longer service life, thus doubling the overhaul intervals for maintenance.” With regard to customers’ growing product portfolios, the biggest advantage of this particular material is that it absorbs practically no flavoring substances – unlike standard seals made of elastomers such as EPDM (ethylene-propylene-diene rubber) that soak up liquid like a sponge during production. When there is a drop in concentration with the next product in the filling sequence, the EPDM again releases these flavorings. In order to prevent this unwanted effect, production has to be scheduled by flavor. The week thus starts off with a mineral water, for instance, and ends with the filling of a product with an intensive taste, such as an energy drink. “With our filling valves, flavor transfer is practically eliminated, giving customers more freedom when planning,” Härtel emphasizes.
Clean details
One major plus of the new development is its further optimized standard of hygiene, largely ensured by the pneumatic bell guides that are now lubrication free as they are no longer lowered mechanically by rollers and cams. This not only prevents wear but also avoids splash water. Another highlight is the optional hygiene cladding: thanks to raised jacket plates and a lower ceiling, the product room around the filler carousel is now much smaller. Built according to the ‘donut’ principle, the housing encloses the carousel in a ring and in doing so reduces the volume of the hygiene zone by up to 40%. This ensures an optimum, targeted flow of sterile air through the sensitive area, thus protecting the open cans from ‘impure’ shop air. It also cuts down on the number of HEPA filters needed.
Despite the more compact design, there is still plenty of room for operators to maneuver. “Each section of the filler that may call for manual intervention during maintenance, overhauls or format changeovers can be easily accessed,” Härtel states. As a matter of principle, the amount of manual intervention required has been reduced to a minimum as this presents the greatest risk to hygiene. This is why as many functions as possible have been directly automated – from clearly defined cleaning cycles and automatic CIP caps to the aforementioned bell guides.

Improved hygiene, smaller footprint
One result of increasingly higher standards of hygiene is that nowadays the tunnel pasteurizer previously used to sterilize the filled and seamed cans is largely redundant. These space-consuming machines demand sizeable investment and are high energy consumers, this in turn reflected in their substantial operating costs. “As we’ve perfected the standard of hygiene on our fillers, we can now process beverages that are growing increasingly sensitive,” explains Härtel. “Flash pasteurization is now sufficient for a good number of product types. This not just saves a huge amount of space; as beverages only spend a matter of seconds in the tunnel, their taste is practically unadulterated.”
The new platform is also flexible when it comes to the temperature of the product to be filled. For instance, beer can be filled warm at 20°C and carbonated soft drinks at 22°C. This means no condensation is formed, more or less ruling out the risk of cartons or trays growing soggy, forming mold or becoming contaminated. Another option is to hot fill juice at temperatures of up to 95°C so that a vacuum does not form in the can as the content cools and contracts and in doing so dent the aluminum can wall. “To this end, we drip nitrogen into the can immediately before seaming to increase the internal pressure,” Härtel says.
Another challenge mastered by the new filler platform is the one presented by ever thinner wall thicknesses on lightweight cans and the associated lower top load. In this context, a pneumatic pressing process during initial sealing of the containers proves to be the optimum solution here, with sealing pressures adaptable to the respective material thickness and stability of the open cans.
“With its modular structure, the new filler platform is extremely future-proof,” smiles Härtel. “We’ve achieved our aim of giving our customers the greatest possible scope of action in the medium-to-long term. Beverage producers who opt for a KHS can filler now can simply retrofit extra components to their machines in the future – just as the market or their product policy dictates.”
www.khs.com
